
Rehmann TIG trials III, any better?
Mansfield - 18/11/07 at 09:18 PM
I was pleased with my last effort but it didn't receive the glowing comments I was expecting. As it turns out that is because it was crap.
This time I added much less filler rod, still at 40 amps (40 Rehmann amps - could be anything). I added just enough to prevent undercut (mostly)- the
butt welds are almost flat. I should have known something was wrong last time - I wanted 2 weld two rods together just to keep up with the filler
feed rate.
Ignore the start/end/corners I think I know what to do there I just haven't done it yet.
Again, I know I wont be an expert overnight, I have done about 500mm so far, what do you think?
First side
Butt 1
Second side
Butt 2
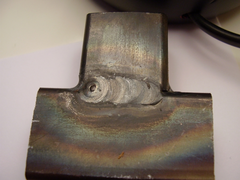
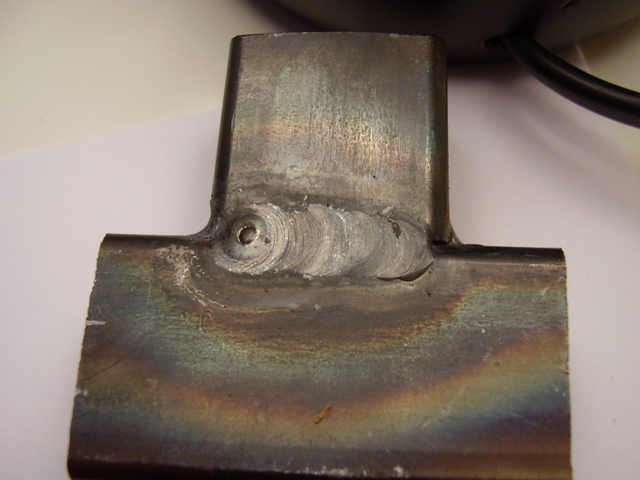
Fillet, have got that right yet
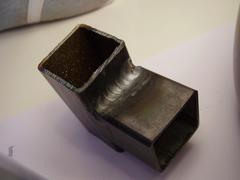

Fillet weld
Penetration, not there on the fillet but you cant see it


Penetration
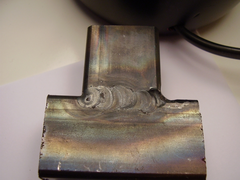
I knew something was wrong with the 2nd fillet, seems the gas has run out
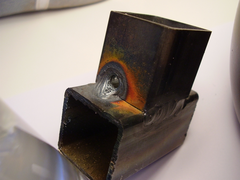
Gas ran out
David
[Edited on 18/11/07 by Mansfield]
[Edited on 18/11/07 by Mansfield]
Edit - pictures are not getting any easier to attach.
[Edited on 18/11/07 by Mansfield]
[Edited on 18/11/07 by Mansfield]
[Edited on 18/11/07 by Mansfield]
Peteff - 18/11/07 at 09:58 PM
My Stel is running at 55 or 60 amps on the 16g tube I think. I use 2.4mm rod because that's what I've got and it lasts pretty well.
tks - 18/11/07 at 10:44 PM
Its looking way better then the first time.
The more material you add, the more high the weld will have , the more force it can cope with.
also its better not to weld 1mm then to cut of the corner like you did one time.
when you think in strenghts take into consideration the smallest surface of your join, thats the weakest part, sow if that corner will brake it will
deffo doit upper side of the weld into that corner.
anyway as you the joints are nice.
now its only needed to do it as fast as you can.
if you do it to slow then because of expanding the tubes of the chasis could bent, deforming the hole chasis.
(there is a better term/word for that)
Tks
907 - 18/11/07 at 10:47 PM
Looks as though your doing just fine.
What does impress me is the time you are taking to cut open and inspect the welds afterwards.
ATB
Paul G
RazMan - 18/11/07 at 10:58 PM
Makes my MIG welder look like a hot glue gun - nice work. 
Mansfield - 19/11/07 at 09:25 PM
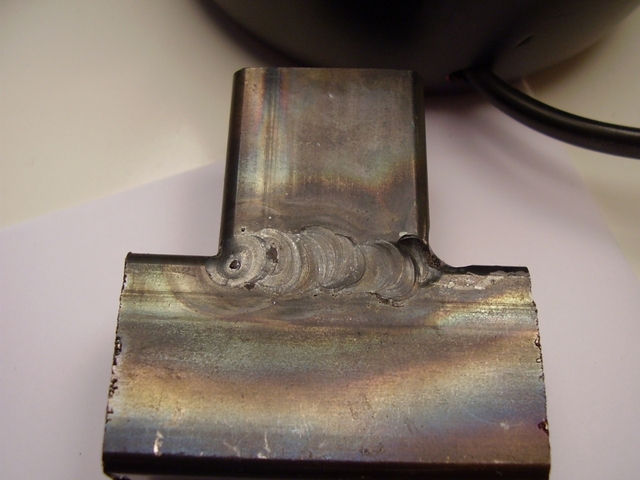
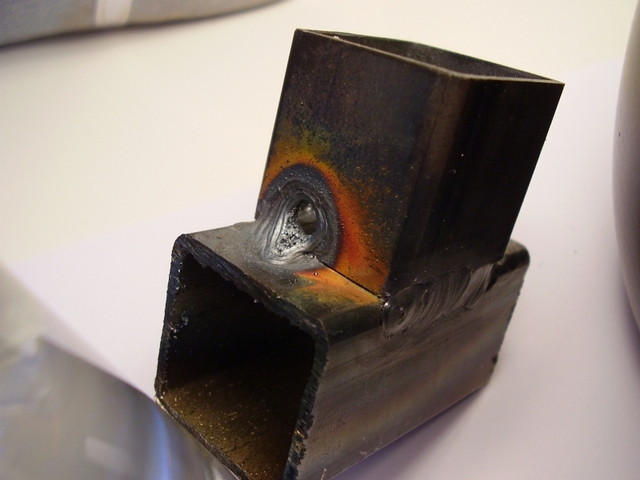
I gave the fillet weld a nip in the vice, although it wasn't really visible I knew it was no good.
And I was right.


Fillet - no penetration
My big problem now is what is my butt weld supposed to look like? I cant seem to find any pictures of the sort of joint I am making. Can anyone
help? All advice gratefully received.
David
[Edited on 19/11/07 by Mansfield]





