
Aluminum welding
dmottaway - 18/8/06 at 10:29 PM
I know we are "supposed" to use AC to TIG weld aluminum, because of the cleaning proplerties.
However, I don't have a welder capable of AC.
So, I am curious. If I have a blasting cabinet, and flood it with argon, could I not weld very carefully cleaned aluminum inside the cabinet?
dave
907 - 18/8/06 at 11:47 PM
I think that in the time it takes to purge something that size the ally would have oxidized anyway.
I have welded unobtanium in such a cabinet and it took an hour to purge.
Even then I would weld on some scrap to burn off excess oxygen before welding on the actual job.
I did the ally weld bellow with dc tig.
I coated it with oxy/act flux before welding.
A job to see what you are doing though.
Paul G
[Edited on 20/8/06 by 907]
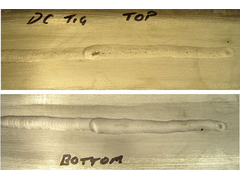
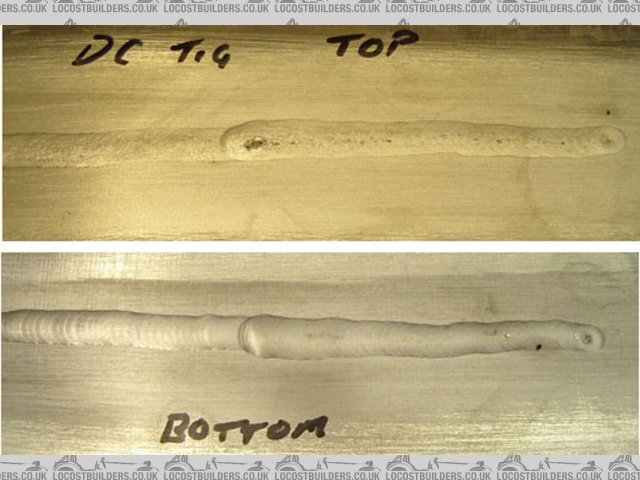
Rescued attachment Aluminium-DC-Tig.jpg
Sacal - 18/8/06 at 11:47 PM
Welding Wiki
There is some info in the link above, never tried it myself though.....
clementine - 25/8/06 at 02:59 PM
I've no idea why it's supposed to be impossible to weld aluminium with a DC TIG, but it's quite OK to do with with a DC MIG
(that's what MIGS were originally developed for).
Am I allowed to drop in a link? It's about how to weld aluminium with a mig. http://www.mig-welding.co.uk/aluminium-welding.htm
Here's hopefully a picture of my efforts:
http://www.mig-welding.co.uk/aluminium/mini-backed-alu-weld.jpg

I's be dead interested to find out if it would work with a DC TIG. Probably not as well as an AC TIG (cleaning and all that) but I can't
think of any reason why it would be worse than the MIG. No need for a argon filled cabinet - just use the normal argon shielding and weld indoors
out of the wind.
EDIT> Not paying attention - so it is possible! Good looking welding 907.
EDIT AGAIN> Of course if I'd followed the wiki link as well I'd have not bothered posting.
[Edited on 25/8/06 by clementine]
[Edited on 25/8/06 by clementine]
907 - 25/8/06 at 04:18 PM
I posted that pic just for interests sake.
I would not recommend trying to weld up a job with dc tig.
The bright glow from the flux makes it hard to see.
Also note the pinholes, especially the start.
The problem is that ally melts at 700 ish (techy term) and the surface oxide melts at over 2000 deg C.
Paul G
clementine - 25/8/06 at 05:05 PM
You get the same problem with MIG. The recommendation is to clean the oxide off just before welding and then go for it really quickly.
Those pinholes - presumably they are to do with the oxide? My untidy MIG effort was pinhole free, and I've never tried TIG - (but am on the
lookout for a TIG welder for the extra control). What's happening there?
For a non-structural weld (holding fancy looking bodywork together) would you risk a DC TIG with a bit of filing and filling etc?
rusty nuts - 25/8/06 at 06:06 PM
I'm sure Paul could post a photo of some gas welded ally? Some people make you sick .Sorry Trev just green with envy!
richard thomas - 25/8/06 at 09:42 PM
PPC did a feature on ally gas welding a couple of issues ago - i've not tried it yet though...
Rich.
907 - 26/8/06 at 06:51 AM
quote:
Originally posted by rusty nuts
I'm sure Paul could post a photo of some gas welded ally? Some people make you sick .Sorry Trev just green with envy!
OK, hows this? Magic, pure magic.

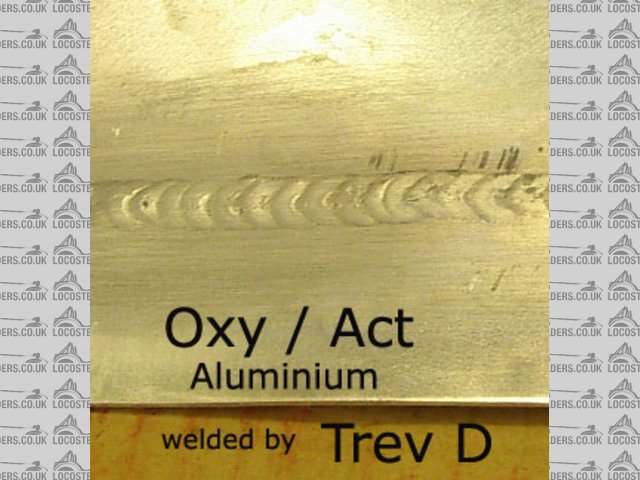
Rescued attachment ally-test-welds-005s.jpg
907 - 26/8/06 at 07:06 AM
quote:
Originally posted by clementine
You get the same problem with MIG. The recommendation is to clean the oxide off just before welding and then go for it really quickly.
Those pinholes - presumably they are to do with the oxide? My untidy MIG effort was pinhole free, and I've never tried TIG - (but am on the
lookout for a TIG welder for the extra control). What's happening there?
For a non-structural weld (holding fancy looking bodywork together) would you risk a DC TIG with a bit of filing and filling etc?
A little workshop testing with a bit of pipe and the ball end of a hammer. 
Not sure about the filler though. How do you polish filler? 
Paul G


Rescued attachment ally-test-welds-001s.jpg
clementine - 27/8/06 at 05:30 PM
That looks like it's worked. The guys on the MIG forum suggest it's perfectly acceptable to use a DC TIG for 10mm aluminium - "the
power will blow through the oxide" but suggest the oxide can be a pain for thinner stuff. Looks one heck of a lot neater than my MIG efforts
though.
On a slightly unrelated point - I really like TIG neat welds, but have never used a TIG. Do you think it's the sort of thing that I'd
get on with for vehicle restoration (the proper stuff with all rust cut out and metal prepared nicely)? Or is there a good reason why I'd get
fed up with the TIG doing that sort of work and fall back on the MIG?
907 - 27/8/06 at 08:54 PM
quote:
Originally posted by clementine
That looks like it's worked. The guys on the MIG forum suggest it's perfectly acceptable to use a DC TIG for 10mm aluminium - "the
power will blow through the oxide" but suggest the oxide can be a pain for thinner stuff. Looks one heck of a lot neater than my MIG efforts
though.
On a slightly unrelated point - I really like TIG neat welds, but have never used a TIG. Do you think it's the sort of thing that I'd
get on with for vehicle restoration (the proper stuff with all rust cut out and metal prepared nicely)? Or is there a good reason why I'd get
fed up with the TIG doing that sort of work and fall back on the MIG?
Hi Clementine,
You really do need AC for ally. (IMHO)
If your anywhere near East Anglia you'd be more than welcome to pop in and have a go.
I'm making ally bodywork for my car and a few weeks back sold my DC tig and upgraded to an AC/DC.
On clean car metal tig is fine but a good quality Mig (read expensive) takes some beating.
A few years ago I was at a car show in the grounds of Colchester Tech and BOC were demonstrating their Murex Mig,
designed for welding car bodywork etc.
I had a little go with it, wow, superb bit of kit.
Sorry if this reply is not what you want to read but....
You pays yer money and you takes yer choice.
atb
Paul G


