Samuele
|
| posted on 5/6/16 at 05:19 PM |

|
|
Steinless steel for Chassis?
I do not know if you 've talked about this , but I found nothing in the forum .
Since I will have to change the frame of my Fury in many places , maybe I less work if I do it directly again .
My question is if I would have such disadvantages would be steinless steel as well at the highest price in the material and the fact that the material
is a bit more difficult to work with?
|
|
|
|
|
Andy B
|
| posted on 5/6/16 at 05:27 PM |
|
|
Don't do it - it will crack......quickly - had a brand new vinicator at the workshop with stainless chassis - cent end was almost cmpletely
sheared off by the time it drove t the unit - not a good idea
|
|
|
StevieB
|
| posted on 5/6/16 at 05:31 PM |
|
|
Is it not a lot heavier too?
Best bet is to use the right material for the job then find the right solution to protect it from corrosion.
|
|
|
locost7-online.com
|
| posted on 5/6/16 at 05:41 PM |
|
|
Too heavy, harder to work with if dIY and yes as mentioned will crack very quickly
Locost Xflow 150bhp injected! Sold :-(
Facebook blog https://www.facebook.com/Johns-Tiger-Avon-Build-814223212056368/
PLEASE NOTE THIS MEMBER IS NOT A TRADER.
|
|
|
Samuele
|
| posted on 5/6/16 at 06:06 PM |
|
|
Thanks for answers.
The weight would be the same .
No need to paint.
And in my opinion , slightly more resistant.
BUT : this is precisely what I wanted.People who have already made a similar esperienz.
The welds easily crack it already feel.I have my answer .
Thank you
|
|
|
joneh
|
| posted on 5/6/16 at 06:07 PM |
|
|
This was discussed some 10 years ago if irc. It was a big no no for the cracking reasons mentioned above. No pun intended 
|
|
|
Samuele
|
| posted on 5/6/16 at 06:35 PM |
|
|
The idea of the steel frame is still.
if the tests that make them are definitely the deepest of my
http://www.silverfalcon.de/
|
|
|
sprintB+
|
| posted on 5/6/16 at 07:47 PM |
|
|
If the welds crack that's not the parent metals fault, its the welding and the operators fault. I've built loads of structures in
stainless carrying far load more then a car could place on it, never had a failure or a cracked weld.
|
|
|
Edwardo
|
| posted on 5/6/16 at 08:12 PM |
|
|
Agree with above post. There are thousands of stainless steel tubular chassis Robin hood 2B's still rolling around quite happily. None of those
have snapped apart the second they get on the road.
|
|
|
madteg
|
| posted on 5/6/16 at 08:38 PM |
|
|
Mine has been on road for ten years now. Not a single crack but then again i welded it up. In my opinion will only crack if amps are to hot and welded
over welds as this makes them brittle. There are pictures of my chassis in my archive
|
|
|
Wadders
|
| posted on 5/6/16 at 08:47 PM |
|
|
quote:
Originally posted by sprintB+
If the welds crack that's not the parent metals fault, its the welding and the operators fault. I've built loads of structures in
stainless carrying far load more then a car could place on it, never had a failure or a cracked weld.
Its not usually the welds that crack on thin wall stainless, it's generally the parent metal adjacent to the weld. Im no metallurgist, but it
seems to behave a lot like thin wall alloy steel tube and can crack in the heat affected area when subjected to high frequency vibrations etc.
The normal steel locost chassis will have more natural "give" than one made of stainless tube. It's certainly not an improvement in
any way other than corrosion resistance, which is hardly a big problem in most Se7ens. It might be slightly more viable in a monocoque style folded
sheet chassis construction.
|
|
|
907
|
| posted on 5/6/16 at 10:25 PM |
|
|
Just to clear up one issue raised:-
1 cubic metre of mild steel weighs 7850kg
1 cubic metre of 300 series SS weighs 7917kg
That's an increase of less than 1% ( 0.9% if you prefer )
|
|
|
tegwin
|
| posted on 5/6/16 at 10:28 PM |
|
|
quote:
Originally posted by Edwardo
Agree with above post. There are thousands of stainless steel tubular chassis Robin hood 2B's still rolling around quite happily. None of those
have snapped apart the second they get on the road.
The stainless tube used on the 2b was such a low grade stainless it actually behaved more like a mild steel including in its ability to rust.
Certainly the early one I had was not exactly stainless!
------------------------------------------------------------------------------------------------------------------------
Would the last person who leaves the country please switch off the lights and close the door!
www.verticalhorizonsmedia.tv
|
|
|
Bluemoon
|
| posted on 6/6/16 at 06:32 AM |
|
|
I think your asking:
1) Can I replace steel chassis members with stainless steel for a repaire. NO mixing steel and stainless in the same welded structure is asking for
rust at the steel/stainless welds...
2) Can I replace the steel chassis with a stainless steel ones? Not recommended the chassis would need to be designed to used Stainless Steel can be
done if the chassis is designed, but as your asking the question the short answer is no, the stainless as similar but not completely the same
mechanical properties as steel....
|
|
|
nick205
|
| posted on 6/6/16 at 07:52 AM |
|
|
professional MIG/TIG welder I worked with many years ago built a trailer from stainless steel, having the right tools and welding facilities to do it.
It didn't last long before cracking. He's since rebuilt from mild steel and powder coated it. The 2nd attempt has lasted 5+ years so
far with no sign of damage or corrosion. As suggested I'd stick with mild steel and make sure to have it finished with something decent to stop
the corrosion setting in.
|
|
|
swanny
|
| posted on 6/6/16 at 08:43 AM |
|
|
quote:
Originally posted by Samuele
The idea of the steel frame is still.
if the tests that make them are definitely the deepest of my
http://www.silverfalcon.de/
lovely looking car :-)
the chassic tube looks very big too!
[Edited on 6/6/16 by swanny]
|
|
|
Samuele
|
| posted on 7/6/16 at 01:43 PM |
|
|
All in all it seems that the safest thing would be to make the new iron frame and then powder coating.
And I think that is what I will do.
Thank you all
|
|
|
axle
|
| posted on 10/8/16 at 07:50 AM |
|
|
My only concern with powder coating is once it is finished than you can never drill any holes you also need to pre- drill all the hole for pop
rivoting your panels to size after powder coating was added. I used 2 packs chassis paint. make sure it is isosianate free
[Edited on 10/8/16 by axle]
Regards Axle
IVA passed 1st time thanks to the Forum members.
|
|
|
Samuele
|
| posted on 10/8/16 at 10:13 AM |
|
|
my idea is as follows:
I want to do already the holes on all tubes.
then he will be welded the frame.
after usero of stainless steel inserts with thread M4.
I bought 100 pieces of titanium bolts m4x15 with the biggest head of the rule.
after what paint the telaio.nei the threads holes usero of high temperature resistant caps.
[img] [/img] [/img]
[img] [/img] [/img]
|
|
|
axle
|
| posted on 10/8/16 at 10:45 AM |
|
|
well you are right on the ball excellent
Regards Axle
IVA passed 1st time thanks to the Forum members.
|
|
|
hkp57
|
| posted on 10/8/16 at 11:13 AM |
|
|
On a recent job at work we faced a number of failed pipe nipples at a gas plant (potential for a big bang)
Following this I spent a lot of hours finding out why and in the process learned a lot more about how low carbon stainless alloys behave.
At the lower end many stainless steels have a fairly high carbon content and are very similar in mechanical behavior to normal low carbon steel. What
they are though is very sensitive to to structural change from a whole host of variables but done correctly they are quite good at dealing with
vibration.
Problems mainly come from incorrect weld procedures and incompatible filler rods either from MIG, TIG, MMA or STT welding methods.
Incorrect Shielding during TIG / MIG. Using Common Argo Shield gas and not high purity Argon.
Excess heat input coupled with poor shielding makes the metal coke up on the back side or inside box section where you cant see. All these leave
sub-surface flaws or affects the grain structure where a crack can propagate. the speed of the crack growth is linked to the natural frequency of the
assembly matching that of the vibration source. Since in a car the vibration source frequency moves so much with revs / gears / road surface all the
ingredients for failure are there already.
The next part that affects the grain structure is contamination, any kind of containment left on the area being welded can melt and be sucked into the
weld pool, when it cools you have a different micro structure and beginning of a failure point. This failure point can like what was in our case not
even be in the weld pool but the edge of the heat effected zone.
Trying not to bore everybody but I found it fascinating, it turned out that our failed pipes were from residual contamination on the surface being
welded of a zinc based paint on adjacent pipes caused the subsurface cracking and loss of production in the facility close to $150m in the end.
Metallurgical analysis of the failed pipe nipple showed evidence that the failure was due to liquid metal embrittlement, with the liquid metal being
zinc. During the welding operation zinc residue from previous coatings in contact with the components being welded, melted, and diffused along grain
boundaries, lowering interfacial energies where present. At some point in time, most probably during weld cool down, the strain energy developed
caused cracks to initiate. Propagation of the initiated crack may have been promoted by continued diffusion, system static loads, cycling frequency
loads during operation of the unit.
So in short it can be used but the risk for out weighs the rewards, specially doing dissimilar welds of carbon steel to SS which can be done with the
right materials and procedures.
Macro Picture of the crack cross section
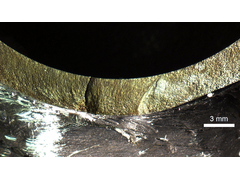 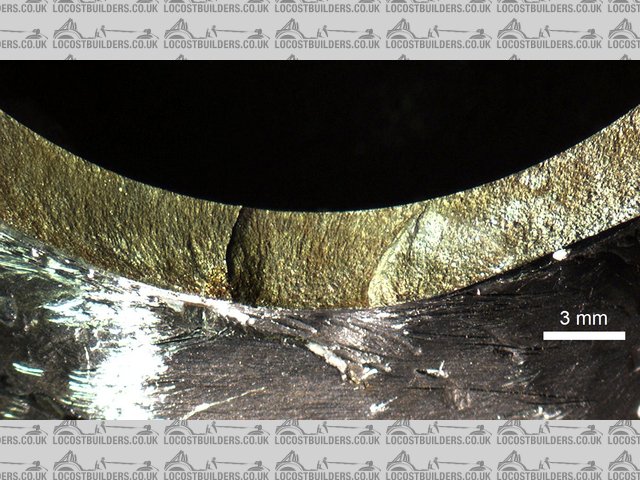
Picture of Crack
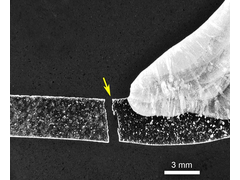
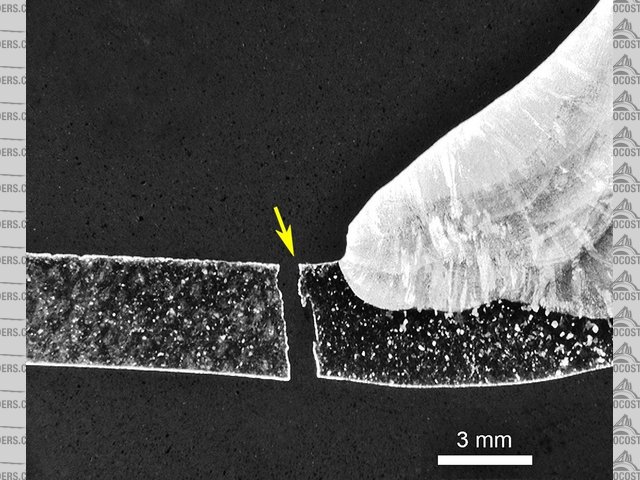
Electron Micro-graph of the sectioned crack
X-Ray
Higher Magnification, note the sub surface cracks which initiated the failure and sharp crystal formation
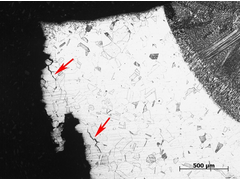 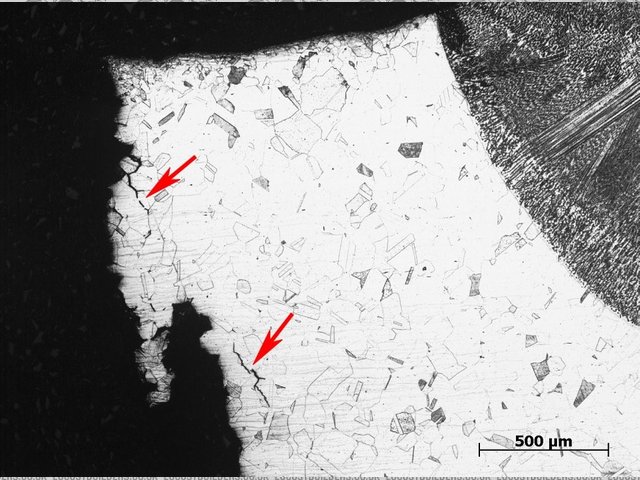
micrograph
Fleet
SKC Raptor R - Hayabusa
Toyota C-HR Hybrid Limited Edition
Honda VFR1200 CrossTourer
DCT
Marlin Roadster 1800
Mercedes Vito 116 Sport
|
|
|
HowardB
|
| posted on 11/8/16 at 07:16 AM |
|
|
molten zinc >416C and stainless steel do not go together well, see the outcome of the flixborough disaster.
Your micrographs are interesting, thanks
Howard
Fisher Fury was 2000 Zetec - now a 1600 (it Lives again and goes zoom)
|
|
|
mcerd1
|
| posted on 11/8/16 at 07:57 AM |
|
|
quote:
Originally posted by axle
My only concern with powder coating is once it is finished than you can never drill any holes you also need to pre- drill all the hole for pop
rivoting your panels to size after powder coating was added.
^^^ thats really not true - you can drill powder coating easily, the question is only how you seal up / paint over the bare steel you've
exposed
when it comes to pop rivets a good PU adhesive is the answer it'll seal it up, add strength and protect the steel in one go
the only real downside is it make them much harder to take off again....
on some of the panels on my dax the powdercoat is even removed from the face so that the steel can be key'd to get even more strength - like
this:

on the current chassis the new owners of the rush project have opted to bolt all the panels on with welded in threaded inserts and non-setting sealant
strips instead, but as I understand it thats primarily to make them easier to fit and remove for access later
badly done powdercoat has the same issues as bad paint; chipping, rust/water tracking under neath etc...
[Edited on 11/8/2016 by mcerd1]
-
|
|
|






























